


羅茨風機工藝_羅茨鼓風機
羅茨風機工藝:工藝 | 熔噴布工藝完全指南
龍樸第Ⅳ代駐極母粒8086高過濾,不衰減,阻力小油鹽不進,輕松實現三99●熔噴布設備概述●
目前市場上面的設備大小生產線比較多,從300到3200mm寬幅都有,配置也是有很大的區別,熔噴布設備主要核心部件在于:擠出機、模具、羅茨風機(或空壓機)、駐極設備等核心部件,像換網器、計量泵這些配件也要配好:1、擠出機:根據制品寬幅,擠出機從50/30、65/30、75/30、90/30、105/30、150/30等型號的擠出機,小線以600mm型為主,擠出機65/30單螺桿擠出機,一般這種機型主要看螺桿機筒,機筒要拉槽,增加吃料效果和塑化效果。大線同樣需要機筒拉槽。螺桿轉速適中或偏小一點(風壓小,擠出量可以小一點,風壓大,擠出量可以大一點)溫度設備:建議不要太高,小線溫度參考:1區160-170度,2區190-210度,3區200-225度,4區205-230度,換網器、計量泵溫度225-240度。
2、模具:
模具的做法也是非常多種,以衣架式為主,核心在風道的選擇上,模具要求出料均勻。建議在新模具使用之前,在高溫烘箱里進行加熱。這樣在試機過程中不容易堵模。模具溫度220-250度。
3、羅茨風機:
目前大多用羅茨風機,也可以選用空壓機,要保證的就是風量,以600mm小線為例:22KW的羅茨風機如果要持續提供0.08-0.1Mpa沒有空壓機穩定,主要是持續供壓不穩定。
進出口的溫度設置根據出布情況調整,一般設置溫度260-270度之間。加熱煲溫度:300-330度。
1600mm大線:風壓:0.2-0.5MPa。(一般低溫PP料,風壓可以選擇小一點,中高溫料、熔指1300左右的料風壓可以大一點)。
4、駐極設備:
駐極設備比較關鍵,核心部件轉子,在10萬伏時不能被擊穿。駐極靜電駐極設備目前國內做好的不多。正常開機要到達6萬伏以上。靜電吸附效果更好。
5、計量泵:
計量泵的使用比較關鍵,要計算好螺桿和計量泵之間的比例,以免出現給料過多或過少,出現回流和布厚度不均的情況。
熔噴法是依靠高溫、高速的氣流噴吹聚合物熔體,使其得到迅速拉伸而制備纖維的一種方法。
聚合物切片通過螺桿擠壓機加熱加壓成熔融狀態后,經熔體分配流道到達噴頭前端的噴絲孔,擠壓后再經過兩束收斂的高速、高溫氣流的拉伸使其細化。
細化的纖維冷卻固化于網簾裝置上形成熔噴非織造布。
●調 機 流 程●
1、在較高溫度和風壓條件下 ,把布做得更柔軟。
2、依次慢慢降低模頭溫度、熱風溫度,至布剛看起來有點硬。
3、記錄此時的模頭溫度和螺桿溫度。
4、調整風壓、熔體擠出量、收網距離(小線距離150mm-160mm左右,大線150-190mm左右),讓布做的更柔軟一些。
5、風口大小與噴絲板尖到風刀平面的距離一致,1-2mm
6、調整收卷速度,達到充分牽引的效果。
7、駐極根據收網速度,一般加兩道駐極即可,靜電壓在60kv以上,駐極絲距離布面5-7厘米,可以通過試驗來確定。
2、依次慢慢降低模頭溫度、熱風溫度,至布剛看起來有點硬。
3、記錄此時的模頭溫度和螺桿溫度。
4、調整風壓、熔體擠出量、收網距離(小線距離150mm-160mm左右,大線150-190mm左右),讓布做的更柔軟一些。
5、風口大小與噴絲板尖到風刀平面的距離一致,1-2mm
6、調整收卷速度,達到充分牽引的效果。
7、駐極根據收網速度,一般加兩道駐極即可,靜電壓在60kv以上,駐極絲距離布面5-7厘米,可以通過試驗來確定。
●調機異常情況處理●
1、假如在推薦的比較高的溫度下,布仍然不柔軟,可能溫度感應有問題,或者溫度控制溫度有問題,直接繼續提高溫度,至調出柔軟狀態的布。
2、假如風壓在0.2Mpa以下,模頭溫度在210度附近或者以下,即有飛花的現象,可能熔噴pp料熔指異常,或者溫度感應異常,風壓顯示異常,或者風道風口大小角度異常,需要聯系設備廠,排除異常。
3、建議大設備使用低溫料,建議小設備使用中高溫料。
4、一般加到很高溫度,布仍然不軟,或者開始發脆,繼而進一步調高溫度,布開始發軟,一般而言是設備本身存在問題,建議聯系設備廠商,或者是料存在嚴重質量問題。
5、駐極母粒的加入,一般需要通過調整合適的工藝參數來匹配,不同的駐極母粒,對應的工藝參數也不盡相同,均可以按照本快速調機流程調至最佳狀態,再對比性能。
6、駐極母粒的添加量越大,靜電效果越佳,但對成布的影響越大,需要做到均衡,前提是要把布做好。
●關于靜電減弱的說明●
1、熔噴布通過駐極處理之后,除了駐極母粒可以帶上靜電,熔噴pp料也可以帶上靜電。添加量很少的駐極母粒帶上的靜電對濾效的貢獻一般而言是10-20%左右,而且這個靜電是比較穩定的。
在合適的儲存條件下,衰減很慢,而熔噴pp料也可以帶上大量的靜電,可以貢獻非常大的濾效提高,但是衰減也很快。
2、濾效的下降不等同于駐極母粒靜電的衰減,但是熔噴pp的靜電衰減,卻可能讓濾效下降很快。
3、在比較高的模頭溫度和熱風溫度條件下做出來的布,看上去軟,但是其韌性卻不足,隨著時間的延長,布會發脆,并引發濾效的下降。
4、要想做出濾效穩定的布,首先要在不加駐極母粒和駐極處理的條件下,要求做出的熔噴布基礎物理濾效更高一些。
在此基礎上,可以加入駐極母粒,不加駐極處理,測試濾效的差異,好的駐極母粒不加駐極處理,依然可以通過收卷過程產生的靜電,從而提高熔噴布的濾效。
5、一般而言,熔噴布的基礎物理濾效需要達到40%-60%以上,再通過駐極母粒的加入和駐極處理,可以達到比較穩定的濾效。
6、根據不同的設備,特別是模頭的質量的不同,有些設備只能做到濾效85的布,就不必要求去做到90或95的布。
●慮效提升 調試方法●
1、要想做出濾效穩定的布,首先要在不加駐極母粒和駐極處理的條件下,要求做出的熔噴布基礎物理濾效更高一些。
在此基礎上,可以加入駐極母粒,不加駐極處理,測試濾效的差異,好的駐極母粒不加駐極處理,依然可以通過收卷過程產生的靜電,從而提高熔噴布的濾效。
2、一般而言,熔噴布的基礎物理濾效需要達到60%-80%,再通過駐極母粒的加入和駐極處理,可以達到比較穩定的濾效。熔噴布變脆變硬
●調整方法●
1、噴絲不均勻,冷風機風量不足,造成散熱不均勻,產生內應力導致發脆。可以通過調整擠出機熔體量,調整熱風機的溫度,增大冷風機風量來改善。
2、從原料方面來分析,可能是使用了低熔脂的噴絲,絲比較粗。24小時至48小時完全結晶后,就會導致熔噴布變脆發硬。溶指1500熔噴料噴絲細,柔軟,分布均勻,則熔噴布柔軟性較好。
3、與原料和加工溫度過高都有關系。纖維生產出來以后,PP內部有二次結晶重新排列過程,實際在螺桿內部嚴重受熱,已經導致嚴重熱降解。
熔噴料過氧化物工藝引發劑如果控制不好,很容易出現此類問題。過氧化物工藝最重要的是如何適時在螺桿擠出前完成分子鏈斷鏈中止,防止二次殘留進入到無紡布螺桿繼續反應,這就很考驗螺桿設備組合和配方控制了。
4、剛生產出來熔噴布還有溫度,特別是大滾筒收料的噴布機械,可能風機也沒有,收卷后熔噴布溫度高。塑料在高溫環境下柔軟性韌性會越大,冷卻后就會變脆。
●提高強度 伸長率●
1、適當降低熱風流量或溫度,減小熔噴布接收距離,適當增大網底吸風(用于環境溫度過高、原料熔指過高造成的物理指標不合格)。
2、適當增大熱風流量或溫度,增大熔噴布接收距離,適當減小網底吸風(用于環境溫度過低、原料熔指過低造成的物理指標不合格)。
3、減小產量。
4、增加纖維細度同時降低紡絲環境溫度。
●減少阻力 提高效率●
1、增大熔噴布接收距離的同時,適當增加熱風流量或溫度,減小網底吸風(增加纖維的細度和蓬松度)。
2、提高纖維細度同時降低紡絲環境溫度(比如加冷風裝置)。
3、提高纖維的蓬松度同時,加大靜電電壓(電流),適當增大粉末的添加量。
4、提高纖維的細度,適當減小克重(不常用)。
羅茨風機工藝:污水處理廠羅茨鼓風機安裝工藝
原標題:污水處理廠羅茨鼓風機安裝工藝
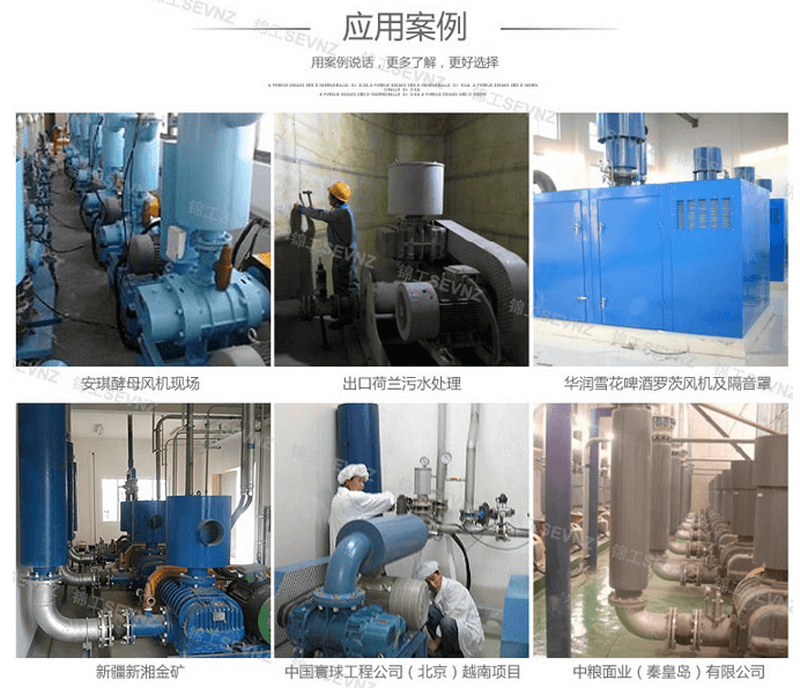
山東錦工有限公司是一家專業生產羅茨鼓風機、羅茨真空泵、回轉風機等機械設備公司,位于有“鐵匠之鄉”之稱的山東省章丘市相公鎮,近年來,錦工致力于新產品的研發,新產品雙油箱羅茨風機、水冷羅茨風機、油驅羅茨風機、低噪音羅茨風機,贏得了市場好評和認可。
連云港市主城區污水處理廠工程及污水處理工程主要鼓風機均采用錦工的高壓羅茨鼓風機,風機型號為JGR200(Q=13500Nm/h,H=7.2m水柱),帶隔音罩,錦工鼓風機廠配套 10Kv電動機N=35KW。
設備為整體運抵現場,按照外方要求,不能將整體設備拆解安裝,必須整體安裝,羅茨鼓風機平面外形尺寸為1500mmx3000mm,高約3000mm,重約7.5噸。每臺鼓風機底部有10個200mmx150mm鍍鋅鋼板塊,鍍鋅鋼板塊的上面裝有橡膠減震裝置,通過螺栓與羅茨鼓風機底座連接,鍍鋅鋼板塊的下表面座落在砼基礎面上,通過粘接使羅茨鼓風機達到穩固效果。羅茨風機安裝工藝。
1定位放線
按照設計圖紙要求對羅茨鼓風機安裝基礎進行測量放線,經校核無誤后,按照羅茨鼓風機隨機帶的基礎底座圖,放出10塊鍍鋅鋼板塊的縱向、橫向中心線,核定無誤后再放出每塊鍍鋅鋼板塊的周邊尺寸線,此尺寸線比實際鍍鋅鋼板塊周邊各大出50mm。
2基礎表面處理
用帶合金片的角向磨光機對基礎點進行磨平處理,磨平時角向磨光機要端平,用力要均勻,隨磨平隨用水準儀進行測量,不能出現超磨和單點有凹坑現象,待磨至標高距要求標高2mm時,換用細砂輪片進行研磨,并找出不平點。
找不平點的方法如下:提前加工一塊和設備自帶鍍鋅鐵塊尺寸相同的鐵塊,在此鐵塊底面涂上紅色顏料,涂顏料的一面和砼面進行刮蹭研磨,砼面上有紅色的位置,表明此位置比沒有紅色的位置高,對此位置應再行研磨,如此反復,直到每個基礎面出現均勻的紅色,并且10個基礎點標高控制在±lmm之間,除去基礎表面紅色顏料,第二次準確放出10塊鍍鋅鋼板塊的周邊尺寸線,此時基礎已達到安裝條件。
3羅茨鼓風機安裝
1)每臺羅茨風機有10個200×150mm的支撐點,用角向磨光機對支撐點混凝土面進行研磨,相臨支撐點標高控制在±1mm以內。
2)將羅茨鼓風機整體運至基礎旁,利用羅茨鼓風機房內的吊車將鼓風機整體吊至基礎上方,10塊鍍鋅鋼板塊已固定在羅茨鼓風機底座上且邊線已經校核調正,將粘接膠均勻涂抹在研磨好的砼基礎面和鍍鋅鋼板塊的下表面,利用吊車慢速擋緩慢放下羅茨鼓風機。
3)羅茨鼓風機落地時一定要使10塊鍍鋅鋼板塊的外緣尺寸和砼基礎面上所放的鋼板塊外邊線尺寸線重合,待粘接膠充分發泡后,除去基礎上多余的泡沫,此時羅茨鼓風機基礎粘接完畢。
4)待粘接膠完全固化后方可撤除臨時支撐,且羅茨風機安裝后應清洗基礎及支腿。
5)羅茨風機主機安裝完畢后,及時連接各相應的管路及附件。
:

羅茨風機工藝:脫硫工藝中羅茨風機的作用原理是什么
脫硫,是指將煤中的硫元素用鈣基等方法固定成為固體防止燃燒時生成SO2。目前脫硫的工藝有很多種:石灰石——石膏法、噴霧干燥法、磷銨肥法、爐內噴鈣尾部增濕法……
目前應用最廣泛、最頻繁的一種脫硫技術是石灰石——石膏法脫硫工藝,日本、德國、美國的火力發電廠采用的煙氣脫硫裝置約90%采用此工藝。它的工作原理是:將石灰石粉加水制成漿液作為吸收劑泵入吸收塔與煙氣充分接觸混合,煙氣中的二氧化硫與漿液中的碳酸鈣以及從塔下部鼓入的空氣進行氧化反應生成硫酸鈣,硫酸鈣達到一定飽和度后,結晶形成二水石膏。經吸收塔排出的石膏漿液經濃縮、脫水,使其含水量小于10%,然后用輸送機送至石膏貯倉堆放,脫硫后的煙氣經過除霧器除去霧滴,再經過換熱器加熱升溫后,由煙囪排入大氣。由于吸收塔內吸收劑漿液通過循環泵反復循環與煙氣接觸,吸收劑利用率很高,鈣硫比較低,脫硫效率可大于95% 。
而在石灰石——石膏法脫硫工藝中羅茨鼓風機的作用就是充當氧化風機:加快氧化速率,把亞硫酸鈣氧化成硫酸鈣。作為整個脫硫運行中比較關鍵的大型設備,氧化風機的使用直接影響整個脫硫工程的投資和運營效果。
山東錦工有限公司
山東省章丘市經濟開發區
24小時銷售服務
上一篇: 羅茨鼓風機空負荷壓力一直高是怎么回事?
下一篇: 羅茨風機在污水處理中曝氣不足原因是什么
羅茨風機工藝:諸城市浩赫機械有限公司
羅茨風機運行了大約3年,我們對其進行了**次解體大修,更換易損件。大修解體后發現軸承、油封等由于長期使用有點磨損,于是將同步齒輪端的軸承和皮帶輪端的軸承及其油封全部更換。更換后開車運行,發現軸承溫度很高,同步齒輪端一般為115~135度之間,基本上都是135度,皮帶輪端一般為95~101度,出口壓力正常,振動值偏高,但是在可以接受的范圍內。起初軸承溫度高認為是軸承潤滑不好,于是再次解**查,發現潤換沒有問題,于是復查裝配間隙后再次回裝,開車運行不到2小時,同步齒輪端軸承溫度就升高到135度,于是我們再次分析,測量配合公差,外圈與軸承座孔大約有0.015mm間隙,內圈與轉子有0.02mm過盈,于是更換徑向油隙更大的軸承為NSK6315 C3(同步齒輪)、6316(皮帶輪) ,以前用的是普通組油隙C0組,回裝后風機運行還是4小時左右,同步齒輪軸承溫度漲高到135度,皮帶輪端軸承溫度為101度
羅茨鼓風機 風量 污水處理三葉羅茨鼓風機 生化羅茨鼓風機
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928
