


注塑機螺桿拆卸及安裝步驟_羅茨鼓風機
注塑機螺桿拆卸及安裝步驟:拆裝注塑機螺桿的步驟介紹
當注塑機螺桿料筒使用到必定程度,特別是生產加玻纖工程料會嚴重磨損螺桿與料筒組件,導致注塑成型不穩定,達不到產品要求時,就需要替換螺桿組件或整套螺桿料筒組。在拆裝螺桿料筒需準備好拆開專用工具,幾根鐵桿或鋼管(直徑<螺桿的直徑)×(長度<注塑程),用于頂出螺桿,兩塊對趁的長方型鐵塊用于頂出料筒。
一、整套螺桿料筒組拆開辦法:(適用于大部份臥式注塑成型機)1、把料筒溫度升至恰當溫度。 (依停機時生產原料所需溫度)2、加上清洗料(如PP料),再把料筒內所有料射空(含PP料)。并堅持料筒溫度3、拆前首要應將模具拆除,開模到最大,調模到最大,可將螺桿從開模區取出(首選方法)。
4、假如座臺退到最大行程仍是不能取出螺桿與料筒,能夠松掉座臺定位螺絲,也可偏移射臺5、螺桿松退至最后。
6、拆掉射座上蓋或射出防護罩。
7、關總電源。
8、拆下射嘴及法蘭上的發熱圈和感溫線。
9、拆下螺桿尾部固定螺絲、拆去半環、做螺桿退別離固定軸、拆下固定螺絲、撥出平鍵。
10 、拆去射咀、擰出固定螺絲,并取下法蘭
11、把螺桿向料筒前端移推出螺桿頭用活動扳手扳住螺桿尾部,用專用扳手扳下螺桿頭(留意:螺桿頭為左旋螺紋。)12、向前移螺桿(取一段外徑略小于螺桿的鐵棒,放置螺桿尾端面與射臺后板之間用射出動作頂)取出整根螺桿,備注:假如僅僅換螺桿組件現在就能夠裝回螺桿按反向步驟;如要換料筒再繼續下面步驟。
13、將料筒尾部鎖緊螺母敲松擰出來。
(此處料筒與與機器銜接固定方法不一樣,拆裝辦法就不一樣,拆裝時根據實際情況考慮)14、拆掉料筒上的發熱圈加熱線跟感溫線,每拆一跟發熱圈加熱線,都要用電膠布把線頭包好,以免后續開動機器時,漏電對人身造成傷害。松掉發熱圈螺絲,取下發熱圈。
15、發動機器,此時要將電熱溫度調到面板上顯現的實際溫度。發動馬達,(取兩塊對稱的鐵塊,放置料筒尾端面與射臺后板之間用射出動作將料筒頂出來)然后用行車吊住料筒,使料筒悉數別離注射座。
16、整理機臺及放好相關部件-完工。
二、重新裝置螺桿料筒時,按拆開的反向步驟進行并順次地裝置各部件。
裝置留意事項:
1。 給螺栓的螺紋和螺桿頭羅紋外表均勻涂上高溫防緊蝕膏,以防日后擰不出來。
2。 螺桿型號承認。
3。 裝置螺桿頭承認止逆環介子前后端面與螺桿貼合端面要吻合。
4。 留意在把螺桿裝入料筒時止逆環要用手扶住悄悄往里推,預防止逆環掛到料筒端面。
5。 留意螺桿頭擰緊方向是逆時針。(反羅紋)6。 螺絲必須是強度等級12。9級的優質螺栓,給螺栓的螺紋外表涂上高溫防緊蝕膏。
7。 前法蘭與料筒螺絲必定要對稱均勻擰緊。
8。 料筒冷卻系統要整理潔凈,保證曉暢。留意正確使用生料帶,纏在工藝螺塞上。
9。 裝置進出水接頭并通水試壓,0。8Mpa壓力不漏水。
10。 加熱圈裝置留意事項:線芯不裸露、塑皮不壓緊、 螺絲擰緊11。 最好有兩個人配合進行螺桿料筒組件的拆裝操作,必定要相互提示留意安全。
文章源自 注塑機螺桿

注塑機螺桿拆卸及安裝步驟:注塑機螺桿炮筒拆裝流程
注塑機螺桿價格,注塑機螺桿現貨,注塑機螺桿廠家,注塑機料筒螺桿廠價,舟山注塑機螺桿機筒那個廠的質量好,東莞注塑機螺桿炮筒維修工藝。注塑機螺桿規格:20/22/25/26/28/30/31/32/34/35/36/38/40/41/42/43/45/46/47/48/50/52/56/55/60/63/65/68/67/71/73/75/76/78/80
東莞市東城精創機械廠生產的塑機配件主要螺桿產品介紹如下:
一、東莞精創生產的全硬螺桿產品簡介如下:
進口日本注塑機特殊高速合金鋼,深圳力勁注塑機螺桿料筒廠家,惠州力勁機螺桿機筒現貨,東莞市東城精創機械廠,東城精創機械,采用整體淬火二次回火工藝。特別適合高腐蝕產品加工要求,深圳力勁注塑機螺桿料筒廠家,惠州力勁機螺桿機筒現貨,耐磨、耐腐蝕產品需要。
用途區分:注塑機、電木機
加工尺寸:直徑Ф14mm~直徑Ф120mm
有效長度:4000mm
整體硬度:HRC62°-68°
適用范圍:各類添加玻璃纖維30%以上,磁粉、陶瓷粉、鋁鎂粉、鐵粉等工程塑膠
二、東莞精創生產的不銹鋼螺桿產品簡介如下:
進口9Cr18Mov不銹鋼材料,佳明注塑機螺桿機筒現貨,佳明機料管螺桿廠家訂做,通過整體淬火處理,佳明注塑機螺桿機筒現貨,佳明機料管螺桿廠家訂做,特別適合加工PC、PMMA、PET透明制品及耐腐蝕U-PVC、ABS、PP防火塑料。完全為終端用戶解決了鍍鉻螺桿時常脫落鍍鉻之煩惱,又要求,東莞市東城精創機械廠,東城精創機械,是您理想的好幫手。
技術指標:
用途區分:注塑機、擠出機
加工范圍:直徑Ф18mm-值徑Ф90mm
有效長度:3000mm
整體硬度:HRC58°-62°
適用范圍:PC、PMMA、PET透明制品及耐腐蝕U,PVC、ABS、PP防火塑料
東莞市東城精創機械廠 聯系人 全湘玲
無 手機 郵箱 傳真 無 地址 東城街道溫塘茶下商業街20號 主營產品 注塑機螺桿料筒現貨,擠出機螺桿炮筒廠家,雙合金螺桿機筒價格,吹膜機螺桿料管維修 網址 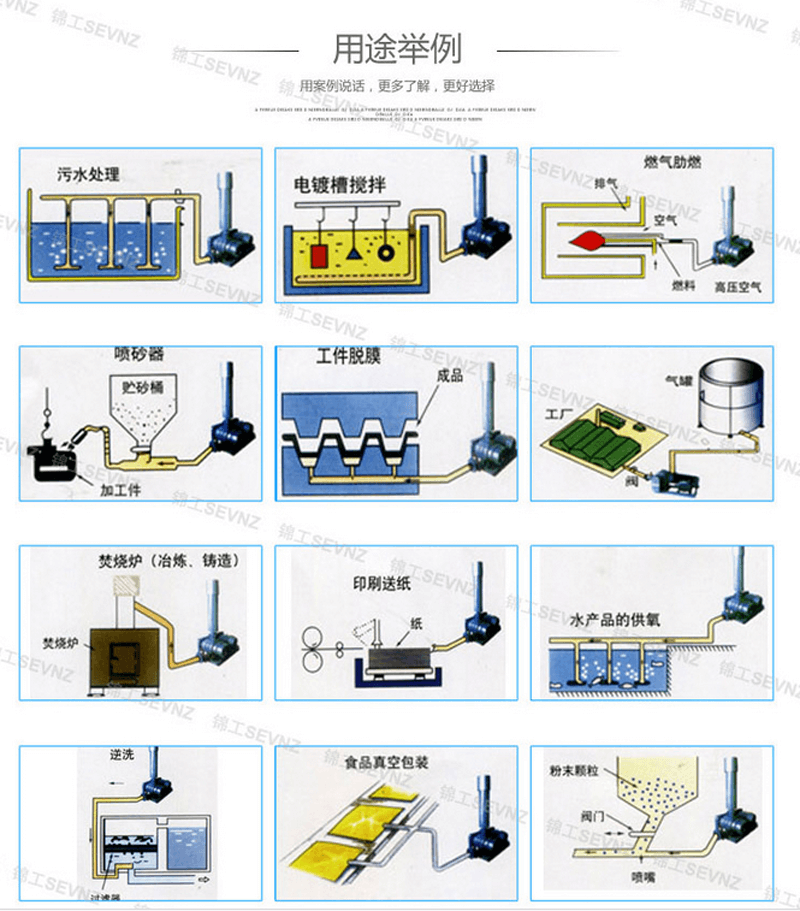
注塑機螺桿拆卸及安裝步驟:注塑機螺桿的拆裝步驟解析
第一步,射臺退到底,調模和開模調到最后處。調低射料壓力。溫度加溫到塑料溫度最大值,到達溫度,卸完料斗里塑料或關閉進料口閘門,做手動射料,射完料筒所有的料,(不關閉電熱,以免溫度降低拉不出螺桿,注意小心高溫和電)擰下注塑頭噴嘴,卸下固定螺絲完畢,拉出料筒壓頭,前部基本已拆完。
第二步,再卸掉定位螺絲,如果不好卸螺絲,用手動模式做儲料動作使螺絲在好拆的方位,(不做其他動作)拆完螺絲卸下固定壓盤,然后做射退動作,使螺桿和炮臺分離。拿掉螺桿銷(注意高溫和電)。用木頭做后墊墊在螺桿和炮臺的分離處,然后慢慢做射料動作使炮臺頂出螺桿,頂到位再退回炮臺,要有足夠長短不一的圓木頭,重復動作,一塊接一塊的頂出螺桿,等頂出70%的時候,用布墊拉出螺桿(注意高溫)用竹竿或其他推出料筒里的所有的圓木塊。裝回的時候依次反裝回。
注塑機螺桿拆卸及安裝步驟:簡述注塑機螺桿及料筒鏍桿的拆卸順序
螺桿拆卸時應使用專用工具,不許用重錘敲擊,具體拆卸步驟如下。
1.拆卸噴嘴及噴嘴和機筒間的連接件。
2.把螺桿后部鍵連接處與驅動軸分離。
3.拆卸連接法蘭,撥動螺桿前移。
4.當螺桿頭部露出機筒時,立即拆卸螺桿頭連接螺紋(注意:此處螺紋一般多數為左旋)。
5.拆卸螺桿上的止逆環和密封環。
6.拆卸下來的噴嘴、止逆環、密封環和螺桿,應立即趁熱用銅刷、鏟類工具清理各部位殘料。特殊難清理的黏料,應放在烘箱中加熱,溫度為能使料軟化的最低溫度,然后再清除殘料。
7.把螺桿上的各零件組裝在一起,各螺紋連接部位要涂二硫化鉬耐熱脂,以方便下次拆卸。
8.暫不使用的螺桿在表面清潔后要涂防護油,包好,吊掛在通風安全處。
章丘羅茨鼓風機廠家 四川成鼓羅茨鼓風機有限公司 專業的羅茨鼓風機 青島羅茨鼓風機
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928
