


羅茨鼓風機 弘潤機械_羅茨風機
羅茨鼓風機 弘潤機械:北京積壓磨齒機調劑愛玖庫推薦
北京積壓磨齒機調劑愛玖庫推薦,圖f為沿齒溝淬火時溫度過高,冷卻過急造成齒面龜裂。圖e為常見裂紋情況,是沿齒溝連續淬火時齒頂處溫度偏高,冷卻過急造成裂紋;可通過縮小感應器形狀,增大偶合間隙,打磨倒角消除裂紋。
數控機床是數字控制機床的簡稱,是一種裝有程序控制系統的自動化機床。該控制系統能夠邏輯地處理具有控制編碼或其他符號指令規定的程序,從而使機床動作并加工件的控制單元,數控機床的操作和監控全部在這個數控單元中完成。選擇品質機床附件認準鈦浩機械,通常情況下,要被加工件的精度和表面粗糙度,機床本身必須具備一定的幾何精度運動精度傳動精度和動態精度。
二齒輪切削的工藝原理球墨鑄鐵可部分地代替鋼制造齒輪;灰鑄鐵的機械性能較差,可用于輕載的開式齒輪;鑄鋼的強度比鍛鋼稍低,常用于尺寸較大的齒輪;制造齒輪常用的鋼有調質鋼淬火鋼滲碳淬火鋼和滲氮鋼。一齒輪制造的材料選。
內圓磨床是普通型的基型系列,主要用于磨削圓柱形和圓錐形內表面的磨床。此外,還有兼具內外圓磨的磨床。外圓磨床是普通型的基型系列,主要用于磨削圓柱形和圓錐形外表面的磨床。隨著高精度高硬度機械件數量的增加,以及精密鑄造和精密鍛造工藝的發展,磨床的性能品種和產量都在不斷的提高和增長。磨床分。
北京積壓磨齒機調劑愛玖庫推薦,在機床上通過動平衡裝置對砂輪進行在線平衡.在靜平衡裝置上通過調整平衡塊進行砂輪靜平衡;新型蝸桿磨齒機的砂輪轉速極高,每一微小的振動都會對齒面造成嚴重燒傷,因此必須對砂輪進行精細的平衡,現在我們對蝸桿砂輪的平衡都是分兩步進行砂輪動平。
在數控滾齒機的改造當中,傳感器的作用就是會對工作臺進給位置和電機轉速進行檢測和反饋,對于加工過程上有好的控制。
控制齒坯兩端面的平行度誤差有關工件方面應控制差動交換齒輪的計算誤差垂直進給絲桿因使用磨損而精度達不到時,應及時更換修復分度蝸輪副的件精度合理調整分度蝸輪副的嚙合間隙修復后立柱或上下頂針的精度修復工作臺的回轉精。
北京積壓磨齒機調劑愛玖庫推薦,剃齒加工是根據一對螺旋角不等的螺旋齒輪嚙合的原理,剃齒刀與被切齒輪的軸線空間交叉一個角度,如圖9-12a所示,剃齒刀為主動輪被切齒輪為從動輪它們的嚙合為無側隙雙面嚙合的自由展成運動。在嚙合傳動中,由于軸線交叉角“φ”的存在,齒面間沿齒向產生相對滑移,此滑移速度v切=(vt2-vt即為剃齒加工的切削速度。剃齒刀的齒面開槽而形成刀刃,通過滑移速度將齒輪齒面上的加工余量切除。由于是雙面嚙合,剃齒刀的兩側面都能進行切削加工,但由于兩側面的切削角度不同,一側為銳角,切削能力強;另一側為鈍角,切削能力弱,以擠壓擦光為主,故對剃齒質量有較大影響。為使齒輪兩側獲得同樣的剃削條件,則在剃削過程中,剃齒刀做交替正反轉運動。
在機床上通過動平衡裝置對砂輪進行在線平衡.在靜平衡裝置上通過調整平衡塊進行砂輪靜平衡;新型蝸桿磨齒機的砂輪轉速極高,每一微小的振動都會對齒面造成嚴重燒傷,因此必須對砂輪進行精細的平衡,現在我們對蝸桿砂輪的平衡都是分兩步進行砂輪動平。
北京積壓磨齒機調劑愛玖庫推薦,淬硬齒輪熱處理前已由前序滾刀切出全齒形,因而刮削滾刀只對齒輪的齒形部分作微量切削。容易磨損的刀齒頂刃部分不參與切削,只有側刃參與切削。由于是從硬度很高的齒表切去薄薄的一層金屬,滾刀左右側的切削刃同時嚙合的齒數是變化的,很難刀齒左右切削面的切削量一致。切削力(尤其是沿滾刀軸向的分力的周期性波動極易引起滾齒機的振動讓刀打滑等,導致滾刀急劇磨損甚至崩刃。1硬齒面刮削的加工特。
羅茨鼓風機 弘潤機械:天津上海產3180滾齒機品牌誠信經營
天津上海產3180滾齒機品牌誠信經營,首先大家要明白的是,滾齒加工是在滾齒機上進行的。滾刀安裝在刀架上的滾刀桿上,刀架可沿著立柱垂直導軌上下移動,工件則安裝在心軸上。齒輪加工方法之一滾齒加工,這是展成法加工方式,其工作原理相當于一對螺旋齒輪噠合,用滾刀來加工對輪相當于斜齒圓柱齒輪副嚙合。
滾齒機床呈現漏油毛病,可能就是由于其導軌平面磨床耐磨片上的油槽溝沒有開好,比較常見的其實也就是開得太淺或許是沒開到位,這個時分,就其油走不了就會從旁邊進行溢出,這個時分,其實也就是應該從頭進行開到位。
切削運動是滾齒機主要的滾齒運動,也是滾刀的旋轉運動,滾齒機的切削速度是由變速齒輪的傳動比決定。數控滾齒機是一種專門的生產齒輪的一種機械,數控滾齒機滾齒是有幾個滾齒的運動,了解這些運動可以更好的維護和了解滾齒機。
部分典型數控機床機械結構主要由基礎件主傳動系統進給傳動系統回轉工作臺及其他機械功能附件等幾部分組成。數控機床的機械結構,首先從數字控制技術特點看由于效控機床采用了伺服電機,應用數字技術實現了對機床執行部件工作順序和運動位移的直接控制,傳統機床的變速箱結構被取消或部分取消了,因而機械結構也就大大簡化了。數控機床的結構更加簡。
心軸徑向跳動小于0.0上下錐面跳動小于0.01;滾刀刀桿端面和徑向跳動小于0.0滾刀軸臺徑向跳動小于0.01;夾具端面跳動0.0~0.013之間(根據端面大小;調試前注意檢查與加工有關的部位如刀桿,刀具凸臺,芯軸,工裝的定位端面跳動是否符合加工要求,工件的配合間隙是否合理。具體要求數控滾齒機的調整步。
齒形不正常——齒形不對稱更換新刀復查機床主軸的旋轉精度,并修復調整滾刀主軸軸承,尤其是止推墊片滾刀的安裝精度,同時安裝滾刀時不能敲擊;墊圈端面平整;螺母端面要垂直;錐孔內部應清潔;托架裝上后,不能留間隙控制滾刀刃磨質。
天津上海產3180滾齒機品牌誠信經營,以上就是齒輪加工方法之滾齒加工的相關說明,包括但不于。
加工內齒輪,只能用插齒。加工無空刀槽的人字齒輪,只能用插齒;加工帶有臺肩的齒輪以及空刀槽很窄的雙聯或多聯齒輪,只能用插齒。這是因為插齒刀“切出”時只需要很小的空間,而滾齒則滾刀會與大直徑部位發生干涉。滾插齒的應用范。
天津上海產3180滾齒機品牌誠信經營,想要對軸齒輪加工精度進行有效控制,就應當對滾齒磨齒加工法做深入探究。在滾齒磨齒加工法中,分齒掛輪件中心孔以及滾齒機工作臺等方面的精度控制都是其中的重要控制環節。通過對這些環節的控制,齒輪滾輪精度將得到有效提升,并終達成齒輪滾齒精度提升的目標。結束。
羅茨鼓風機 弘潤機械:舊弧齒銑齒機回收愛玖庫推薦
舊弧齒銑齒機回收愛玖庫推薦,在平時滾齒加工中我們在安裝工件時應盡量提高工件的安裝剛度。列如盡量加大支撐端面;支撐端面(包括工件)只準內凹;縮短工件安裝時上下間的距離等。對于我們使用時間久且磨損嚴重的機床,應及時聯系設備部派出維修人員對機床進行徹底的大修。
常見故障7電動機燒壞。可能原因電源缺相或電壓不正確?x車燒壞刀具超重組件不能運轉。常用措施檢查接觸器接點是否損壞電源是否缺相及電壓等級是否匹配;檢測?x車器線圈是否損壞接地是否正確;檢查刀具質量是否超過允許值;檢查刀套滑動部位是否順暢。常見故障6刀套破裂。可能原因刀套未定位前有倒刀動作或未回位前刀盤轉動裝入刀具時撞壞。常用措施調整刀盤定位近接開關或倒刀氣缸磁簧開關位置更換刀套。
根據齒面漸開線的形成原理,磨齒方法分為仿形法和展成法兩類。仿形法磨齒是用成形砂輪直接磨出漸開線齒形,目前應用甚少;展成法磨齒是將砂輪工作面制成假想齒條的兩側面,通過與工件的嚙合運動包絡出齒輪的漸開線齒面。磨齒原理及方。
?[洗立柱刀架尾座,調整斜鐵。要求變換交換齒輪差動分齒進給掛輪架,齒輪花鍵軸軸套蝸輪副等部件?[潔。?[洗變換交換齒輪差動分齒進刀掛輪架。要求各部清潔無油垢無黃袍無銹蝕。擦洗機床各表面死角防護罩,檢查外部缺件。
滾齒機鑄件之所以需要進行熱處理,其實也就是因為對于金屬熱處理來講的話,它其實也就是機械制造當中的一個重要工藝環節,和其它加工工藝進行比較,對于其熱處理來講,就不會改變工件本身的形狀與整體上的化學成分。
檢查冷卻液是否允足清潔。檢查潤滑系統油箱儲油量油量不足應添加。檢查電氣按鈕站各按鈕開關是否完好,靈敏可靠,各限位安全保險裝置是否可靠。必須仔細地檢查各操縱手柄和絲杠的位置是否正確。(二)生產前的檢查和生產過程中注意事。
主要方法著眼于滾刀刃磨質量,滾刀安裝精度以及機床主軸的幾何精度解決方法滾刀用鈍滾刀徑向跳動大滾刀軸向竄動林滾刀刃磨后,刀齒等分性差滾刀齒形誤差太大或分齒無能無力瞬時速比較變化大,工件狀況有種主要原因齒形不正常——齒面出。
舊弧齒銑齒機回收愛玖庫推薦,再進行半精加工,車滾插齒,使齒輪基本成型;之后對齒輪進行熱處理,改善齒輪的力學性能,按照使用要求和所用材料的不同,有調質滲碳淬火齒面高頻感應加熱淬火等;后對齒輪進行精加工,精修基準精加工齒形。
插齒時的齒向誤差主要決定于插齒機主軸回轉軸線與工作臺回轉軸線的平行度誤差。由于插齒刀工作時往復運動的頻率高,使得主軸與套筒之間的磨損大,因此插齒的齒向誤差比較大。形成齒形包絡線的切線數量由圓周進給量的大小決定,并可以選擇。插齒時插齒刀沿齒向方向的切削是連續的,插齒時齒面粗糙度較細。

羅茨鼓風機 弘潤機械:浙江弘潤機械制造有限公司
浙江弘潤機械制造有限公司隸屬于浙江和泓集團,地處美麗的浙江舟山群島新區,是一家集研發、生產、銷售于一體的風機、水泵制造企業,主要生產羅茨風機、旋渦式風機、中壓風機、低壓風機、鼓風機、曝氣增氧機,農用型、船用型等各類水泵的民營企業。公司占地25000平方米,資產總值3800萬元,年生產總值8000萬元。
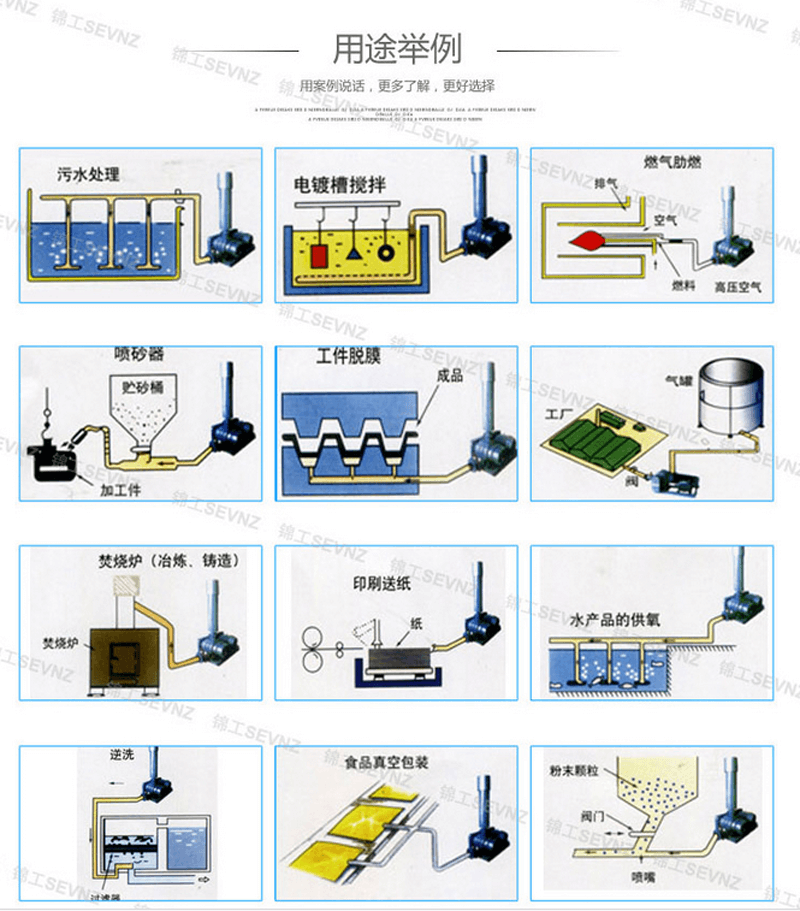
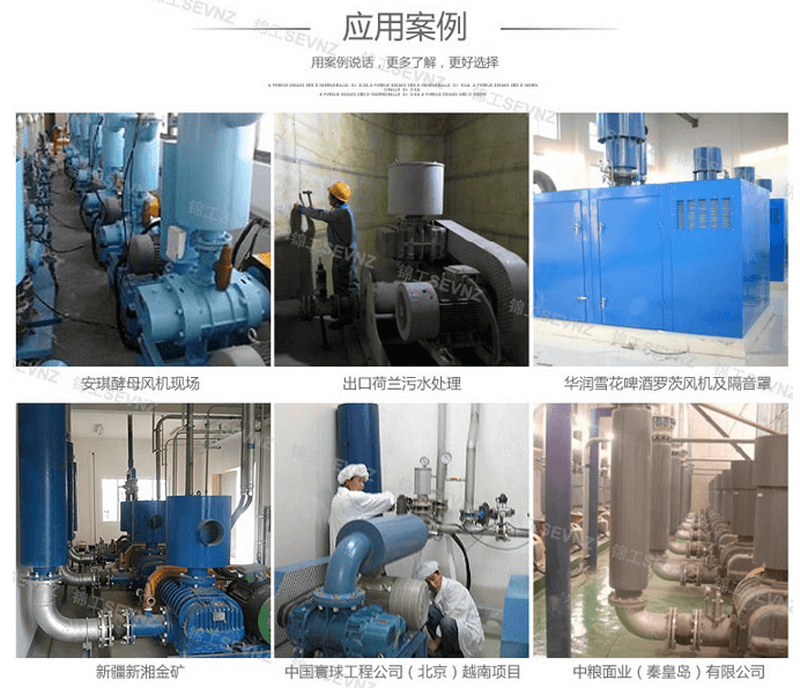
公司注重信息化、數據化管理,投資引進國內外先進設備,組建了羅茨鼓風機研發中心和檢測中心,本公司通過了ISO9000認證,產品全面應用CAD/CAM設計及專業流水線生產,風機、增氣機顯著特點是流量及升壓范圍大,結構堅固耐用,容積效率高,運行平穩噪音低。從而使“弘潤”、“維升”牌羅茨鼓風機以其可靠的質量保障,廣泛應用于工業環保、醫藥生產、污水處理、水產養殖、車船活鮮增氧、冶金業、石油開采、造紙、食品、礦山、塑料、煤氣、鋼鐵、氣力輸送、農業灌溉等行業。
公司目前擁有數臺數控車床、數控牛頭創床、數控臥軸矩臺平面磨床、自動搖臂鉆床、自動裝備、噴烤漆設備、加工中心等先進生產設備。現產品銷往全國二十多個省市,部分產品還遠銷馬來西亞、越南、美國等國家和地區。
公司本著“品質追求完美,服務奉獻真誠,誠信鑄就品牌,科技創造未來”的企業精神,及“客戶的成功就是我們存在的價值”的經營理念。堅持以優質的品質,良好的信譽,細致周到的服務滿足廣大客戶的要求,與我們的合作伙伴誠信合作,互利發展。
羅茨鼓風機圖例 沉水式羅茨鼓風機廠家 羅茨鼓風機尺寸 羅茨鼓風機歷史
山東錦工有限公司
地址:山東省章丘市經濟開發區
電話:0531-83825699
傳真:0531-83211205
24小時銷售服務電話:15066131928
